
HP-Tubing-100k-400090
Product Name: High-Pressure Tubing (100k) – Part No. 400090
Description:
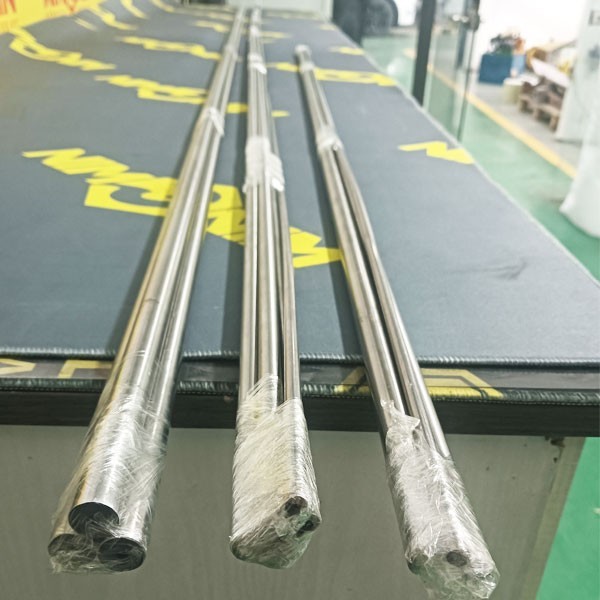
This component is ultra-high-pressure (UHP) seamless tubing, specifically rated for 100,000 PSI (approximately 6,200-6,900 bar) waterjet cutting systems. It is the primary rigid conduit used to convey high-pressure water from the intensifier pump to the cutting head assembly.
Manufactured from high-strength, cold-worked stainless steel, this tubing is designed with strict dimensional tolerances to ensure a proper fit with standard 60K/94K/100K high-pressure fittings (gland nuts and coned inserts). The designation "100k" signifies it is built to withstand the most extreme pressure class in waterjet cutting, offering maximum cutting speed and performance for demanding industrial applications.
Applications:
Main transmission line for high-pressure water from the intensifier pump to the on/off valve and cutting head.
Suitable for 100,000 PSI (approx. 6,200 bar) ultra-high pressure waterjet systems.
Used as rigid plumbing in intensifier manifolds, valve blocks, and cutting head inlets.
Features:
Extreme Pressure Rating: Specifically engineered for the highest pressure class in waterjet cutting (100k PSI) .
High-Strength Material: Constructed from premium stainless steel for corrosion resistance and fatigue life.
Precision Ends: Features cut, squared, and deburred ends ready for coning and threading; may come pre-prepared with specific fitting ends.
Seamless Construction: Ensures uniform wall thickness for consistent pressure containment.
Maintenance:
Failure Diagnosis (When to Inspect/Replace):
External Leakage: Visible water weeping from the tube connection indicates a failed cone seal, damaged threads, or improper torque. All high-pressure leaks must be repaired immediately .
Surface Damage: Deep scratches, dents, or kinks can act as stress risers leading to fatigue failure under pressure cycling .
Vibration Wear (Fretting): Inspect areas where the tube contacts machine frames or clamps for signs of abrasion .
Cone Seat Damage: Nicks, galling, or pitting on the 60-degree cone sealing surface will compromise the seal .
Inspection and Replacement Guidelines:
Full Depressurization (Critical): Before any maintenance, place the main electrical disconnect in the OFF position, bleed down all high-pressure lines, and follow lockout/tagout procedures. Never service a pressurized HP line.
Leak Detection: Develop a routine for leak-checking at the beginning of each shift. Listen for hissing sounds or feel for moisture around the tube ends .
Two-Wrench Method (Critical): When tightening or loosening the gland nut, always use two correctly sized wrenches: one to counter-hold the tube body and one to turn the nut. This prevents twisting stress on the tube .
Lubrication: Apply a thin, even layer of high-pressure anti-seize compound (e.g., "Blue Goop") to the male threads of the gland nut only. Do not apply lubricant to the cone sealing surfaces.
Torque Compliance: Tighten the gland nut to the torque value specified in the equipment service manual (varies by tubing outer diameter). Over-tightening can damage the cone seat; under-tightening will cause leaks.
Cutting and Preparation: If custom lengths are required, the tube must be cut squarely and the burrs removed from the inner diameter (ID). A 60-degree cone must be machined onto the tube end using a coning tool .
Replacement Criteria: Replace the tubing immediately if cracked, bulging, deeply scratched, kinked, or if the cone seats are damaged.







